SEBUAHpa Itu Pelat Beton Inti Berongga dan Mengapa Penting dalam Konstruksi Modern
A pelat beton inti berongga adalah elemen beton pratekan pracetak yang memiliki rongga memanjang — biasanya berbentuk lingkaran atau oval — sepanjang panjangnya. Rongga-rongga ini mengurangi berat keseluruhan pelat hingga 40–50% dibandingkan dengan pelat beton padat dengan dimensi yang setara, sekaligus mempertahankan kinerja struktural yang sangat baik dalam ketahanan terhadap tekukan, geser, dan api. Kombinasi ini menjadikan pelat inti berongga salah satu sistem lantai yang paling banyak digunakan di bangunan komersial, blok perumahan bertingkat, tempat parkir mobil, gudang industri, dan proyek infrastruktur di seluruh dunia.
Kesimpulan intinya sangat jelas: pelat beton inti berongga menghasilkan rasio kekuatan terhadap berat yang unggul, kecepatan pemasangan yang cepat, dan konsumsi material yang lebih rendah. Ketika diproduksi di fasilitas pracetak modern — dimana bekisting presisi, magnet penutup , dan lapisan pengecoran otomatis menentukan kualitas produksi — pelat ini secara konsisten memenuhi toleransi dimensi yang ketat dan spesifikasi struktural yang menuntut. Memahami cara pembuatan, penanganan, dan pemasangannya sangat penting bagi para insinyur, kontraktor, dan profesional pengadaan yang mencari solusi lantai yang hemat biaya dan berkinerja tinggi.
Bagaimana Pelat Beton Inti Berongga Diproduksi
Produksi pelat beton inti berongga dilakukan hampir secara eksklusif di pabrik beton pracetak, menggunakan salah satu dari dua metode dominan: proses ekstrusi (slip-form) atau proses pengecoran basah. Setiap pendekatan memiliki implikasi spesifik terhadap sistem bekisting, tata letak perkuatan, penyelesaian permukaan, dan peran komponen pengikat magnetik.
Metode Ekstrusi
Dalam metode ekstrusi, lapisan pengecoran garis panjang — biasanya panjangnya 100 m hingga 150 m — diberi tegangan awal dengan untaian baja tarik tinggi sebelum beton dicor. Mesin ekstrusi berjalan di sepanjang lapisan, memaksa campuran beton yang kaku dan tidak mengalami kemerosotan di sekitar mandrel yang membentuk inti berongga. Mesin bergerak dengan kecepatan kira-kira 1–2 m per menit, meninggalkan lempengan kontinu dengan penampang seragam. Setelah proses curing di bawah penutup berinsulasi atau di lingkungan yang panas, pelat digergaji dengan berlian sesuai panjang yang dibutuhkan.
Karena alas pengecoran itu sendiri bertindak sebagai cetakan utama, peran komponen bekisting terpisah terbatas — namun bentuk samping, penahan ujung, dan sisipan tertanam masih diposisikan menggunakan cetakan utama. magnet penutup untuk menahan komponen baja pada tempatnya pada permukaan meja pengecoran magnetis tanpa pengeboran atau pengelasan. Metode pemasangan non-invasif ini sangat berguna dalam produksi jangka panjang karena metode ini menghilangkan kerusakan pada lapisan baja yang mahal dan memungkinkan reposisi cepat antar siklus produksi.
Metode Pengecoran Basah
Proses pengecoran basah menggunakan cetakan baja individual atau sistem berbasis palet tempat elemen bekisting dirakit. Di sini, magnet penutup — juga dikenal sebagai jangkar bekisting magnetik atau kotak magnetik — memainkan peran sentral dan sangat terlihat. Perangkat ini ditempatkan pada permukaan palet baja dan menarik melalui gaya magnet untuk menahan penutup samping, penghalang, sisipan, dan sangkar penguat pada posisi yang tepat selama penuangan dan getaran beton. Gaya penahan sangat bervariasi tergantung pada desain magnet, dengan unit umum yang menghasilkan 600 kg, 900 kg, 1.200 kg, atau bahkan 2.100 kg gaya penahan, dipilih berdasarkan berat dan beban getaran yang harus ditahan oleh bekisting.
Kemampuan untuk mengubah posisi magnet penutup dalam hitungan detik — hanya dengan mengganti tuas aktivasi untuk melepaskan medan magnet — secara signifikan mengurangi waktu pemasangan dibandingkan dengan jangkar yang dibaut atau dilas. Dalam fasilitas pracetak dengan output tinggi yang memproduksi pelat inti berongga pada sistem carousel atau palet stasioner, kecepatan ini menghasilkan lebih banyak siklus produksi per shift dan menurunkan biaya tenaga kerja per unit.
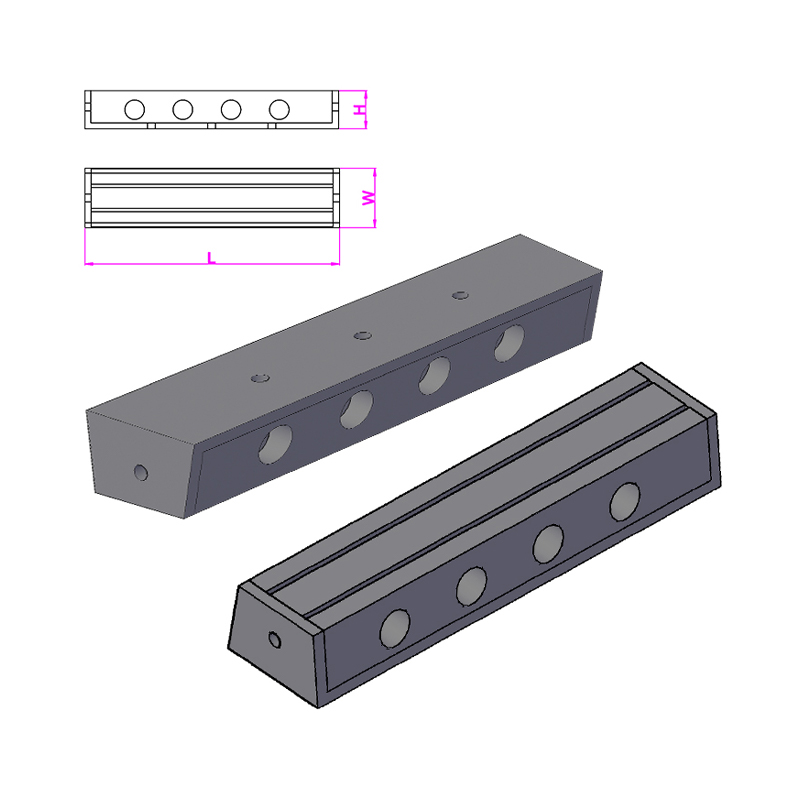
Peran Shuttering Magnet dalam Produksi Lempengan Inti Berongga
Penutupan magnet adalah perangkat pemasangan yang direkayasa yang menggunakan magnet neodymium atau ferit permanen yang dibungkus dalam wadah baja. Saat diaktifkan, sirkuit magnetis menutup melalui palet baja atau permukaan meja, menghasilkan gaya penahan yang kuat. Saat dinonaktifkan — dengan memutar tuas yang menggerakkan magnet penjaga internal — sirkuit akan terbuka dan unit dapat diangkat bebas dengan tangan. Tidak ada sisa perekat, tidak ada permukaan yang rusak, tidak diperlukan alat khusus.
Dalam produksi pelat beton inti berongga, magnet penutup memiliki beberapa fungsi khusus:
- Mengamankan bentuk sisi memanjang yang menentukan lebar pelat dan profil tepi
- Memegang penutup ujung pada posisinya untuk menentukan panjang pelat dan membentuk permukaan atas
- Memperbaiki pembentuk penghalang di lokasi inti di mana bukaan untuk layanan, kolom, atau pemasangan diperlukan
- Sisipan penahan seperti loop pengangkat, saluran jangkar, selongsong berulir, dan braket saluran listrik
- Menstabilkan sangkar tulangan terhadap perpindahan selama getaran beton frekuensi tinggi
Hubungan antara pemilihan magnet penutup dan getaran beton sangatlah penting. Beton yang bergetar memberikan gaya dinamis pada bekisting yang bisa mencapai beberapa kali lipat berat statisnya. Magnet penutup dengan daya penahan statis 1.200 kg mungkin cocok untuk bentuk yang beratnya hanya 80 kg ketika frekuensi getaran dan amplitudonya sedang, namun magnet yang sama mungkin terbukti tidak cukup dalam getaran internal yang kuat. Pabrikan terkemuka menerbitkan data penyimpanan yang telah diuji getarannya bersama dengan peringkat statis, dan menentukan gaya statis saja merupakan kesalahan umum yang menyebabkan pergerakan bentuk selama pengecoran.
Jenis Magnet dan Penerapannya
| Jenis Magnet | Kekuatan Penahan yang Khas | Penggunaan Utama dalam Produksi Slab | Keuntungan Utama |
|---|---|---|---|
| Magnet kotak standar | 600–1.200kg | Bentuk samping, ujung berhenti | Hemat biaya, tersedia secara luas |
| Magnet kotak tugas berat | 1.500–2.100kg | Bentuk tepi baja berat, penghalang besar | Ketahanan getaran tinggi |
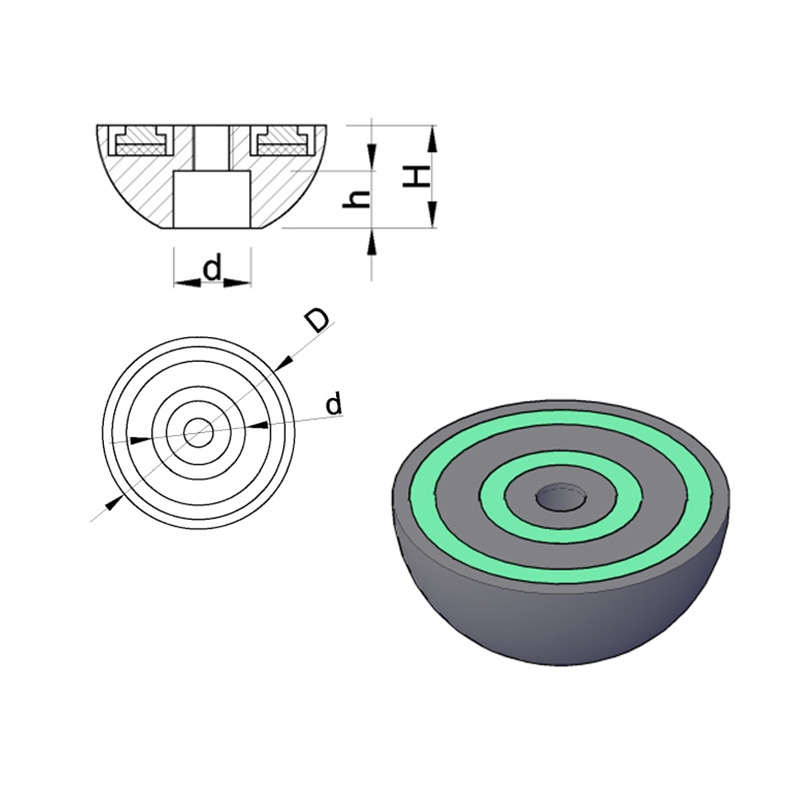
| Masukkan magnet (datar) | 150–400kg | Saluran jangkar, soket pengangkat | Profil rendah, pas di bawah sisipan |
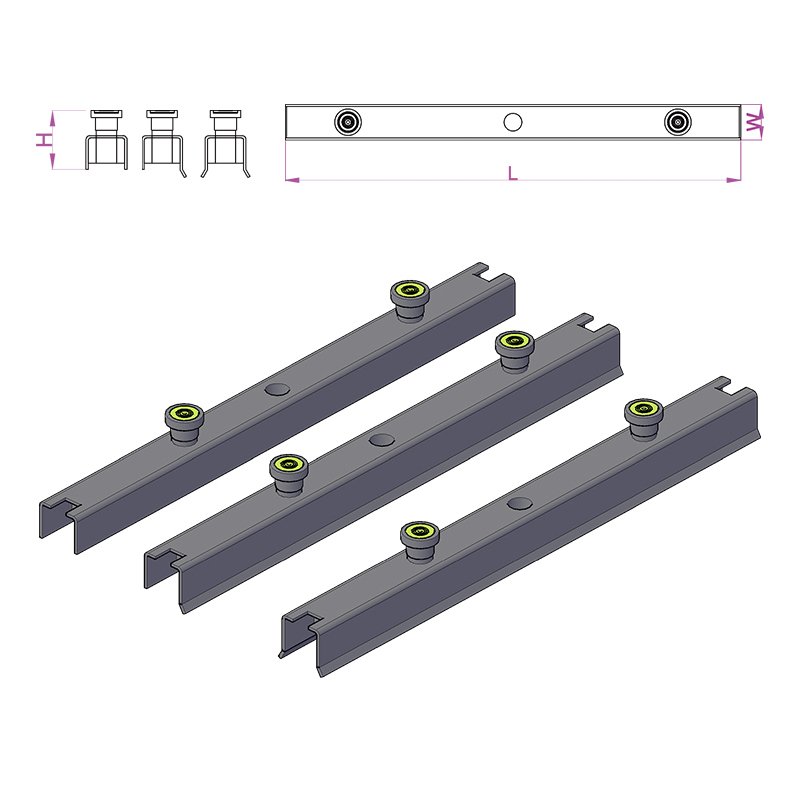
| Pemegang talang magnetik | T/A (posisional) | Strip talang tepi pada soffit pelat | Detail tepi yang konsisten |
| Sudut sudut magnetik | Variabel | Persimpangan 90°, sudut penghalang | Menghilangkan kebocoran nat di sudut-sudut |
Kinerja Struktural Pelat Beton Inti Berongga
Perilaku struktural pelat beton inti berongga diatur oleh tingkat prategang, mutu beton, geometri inti, dan rasio bentang terhadap kedalaman. Unit inti berongga standar diproduksi dengan kedalaman mulai dari 150 mm hingga 500 mm , dengan lebar biasanya 1.200 mm. Bentang 6 m hingga 18 m merupakan hal yang umum dalam praktik, dengan unit dalam yang dirancang dengan baik mencapai 20 m atau lebih dalam kondisi pembebanan terkendali.
Prategang diterapkan melalui untaian baja berkekuatan tinggi pratarik — biasanya dengan kekuatan luluh 1.570 MPa atau 1.860 MPa — ditambatkan ke penyangga lapisan pengecoran sebelum beton dicor. Setelah beton mencapai kekuatan transfer yang diperlukan (umumnya 25–30 MPa kubus), untaian dipotong atau dilepaskan, dan gaya pratekan ditransfer ke bagian beton melalui ikatan. Hal ini menimbulkan efek cambering (haluan ke atas) yang mengimbangi sebagian defleksi akibat beban servis.
Performa Rentang Beban Khas
| Kedalaman Pelat (mm) | Bentang 6 m (kN/m²) | Bentang 9 m (kN/m²) | Bentang 12 m (kN/m²) | Bentang 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2.5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Angka-angka ini menggambarkan mengapa pelat inti berongga dispesifikasikan untuk bentang menengah hingga panjang pada gedung perkantoran dan tempat parkir mobil, dimana beban yang dikenakan sebesar 2,5–5,0 kN/m² merupakan standar dan bentang 9–14 m merupakan daya tarik ekonomis. Pratekan menghilangkan kebutuhan akan balok baja sekunder dalam banyak kasus, mengurangi kedalaman struktural zona lantai dan menghemat ketinggian yang signifikan — seringkali 300–500 mm per lantai — selama umur proyek bertingkat.
Tahan Api
Pelat beton inti berongga menawarkan ketahanan api yang melekat melalui massa termal beton dan kedalaman penutup untaian prategang. Pelat 200 mm dengan penutup 35 mm pada pusat massa untai biasanya dapat dicapai REI 120 (ketahanan api struktural dua jam) di bawah paparan api standar. Unit yang lebih dalam dengan cakupan lebih besar siap mencapai REI 180 atau REI 240, memenuhi persyaratan hunian yang paling menuntut tanpa perlindungan kebakaran tambahan. Hal ini merupakan keuntungan besar dibandingkan alternatif baja atau kayu, yang memerlukan pelapis intumescent, sistem sprinkler, atau selubung untuk mencapai peringkat yang setara.
Sistem Bekisting dan Pemasangan Magnetik di Pabrik Pracetak
Kualitas suatu pelat beton hollow core tidak terlepas dari kualitas sistem bekisting yang digunakan untuk memproduksinya. Baik pabrik menggunakan sistem palet stasioner, carousel berputar, atau tempat pengecoran garis panjang, ketepatan pemasangan dan pengamanan bekisting menentukan keakuratan dimensi, penyelesaian permukaan, dan konsistensi elemen akhir.
Sistem Korsel Palet
Dalam carousel palet modern, palet baja bergerak melalui urutan stasiun yang tetap: pembersihan, pengaturan cetakan, penempatan tulangan, pengecoran beton, getaran, pengawetan, demoulding, dan pengangkutan elemen. Seluruh siklus biasanya berjalan selama 24 jam, dengan beberapa palet beredar secara bersamaan. Di stasiun pengaturan cetakan, operator memposisikan formulir samping dan sisipan menggunakan magnet penutup sesuai dengan tata letak yang dihasilkan CNC atau berbasis gambar untuk setiap elemen. Karena permukaan palet adalah pelat baja yang digerinda secara presisi, magnet mencapai kontak yang konsisten dan gaya penahan di seluruh area.
Peningkatan efisiensi dari pemasangan bekisting magnetik dalam sistem carousel sangat besar. Studi dari produsen pracetak Eropa secara konsisten melaporkan Pengurangan waktu pengaturan cetakan sebesar 30–50%. dibandingkan dengan sistem jangkar yang dibaut atau dilas. Pada pabrik yang memproduksi 80–120 palet per hari, hal ini berarti penghematan jam kerja per shift dan pengurangan biaya produksi per meter persegi pelat yang dapat diukur.
Tempat Tidur Pengecoran Garis Panjang untuk Inti Berongga yang Diekstrusi
Dalam ekstrusi garis panjang, fungsi bekisting utama dipenuhi oleh lapisan pengecoran itu sendiri - permukaan datar, baja halus atau berlapis polimer di mana ekstruder bergerak. Namun, magnet penutup dan sistem jangkar magnet terkait digunakan untuk menahan:
- Deflektor untai dan deviator yang membentuk profil lintasan pratekan
- Rel samping memanjang yang menentukan lebar pelat sebelum ekstruder dimulai
- Pembentuk blokade inti yang menciptakan bukaan untuk penetrasi layanan di lokasi tertentu
- Batang atau jaring penguat ditambahkan ke permukaan beton basah untuk sambungan topping komposit
Sifat pemasangan magnet yang non-invasif sangat bermanfaat terutama pada lapisan jangka panjang, yang permukaannya harus tetap tidak rusak selama ribuan siklus produksi. Setiap permukaan yang tergores atau berlubang yang disebabkan oleh pengeboran atau pengelasan menjadi sumber kebocoran dan lengketnya nat, sehingga meningkatkan gaya pelepasan cetakan dan cacat permukaan pada soffit pelat jadi.
Memilih Magnet Penutup yang Tepat
Memilih magnet penutup yang tepat untuk aplikasi produksi pelat inti berongga tertentu memerlukan pertimbangan beberapa faktor selain sekadar mencocokkan gaya penahan untuk membentuk berat:
- Ketebalan palet atau meja: Magnet dirancang untuk bekerja dengan ketebalan baja tertentu (biasanya 10–25 mm). Terlalu tipis dan sirkuit magnetnya tidak lengkap; terlalu tebal dan daya tahan turun drastis.
- Metode getaran beton: Vibrator meja eksternal menghasilkan gaya dinamis yang lebih tinggi dibandingkan vibrator jarum internal. Magnet dalam sistem yang bergetar secara eksternal memerlukan gaya penahan yang lebih tinggi — seringkali 1,5 hingga 2 kali lipat dari persyaratan yang dihitung secara statis.
- Tekanan air tawar dan tinggi beton: Pada elemen tinggi atau dimana beton dicor dengan cepat, tekanan hidrolik terhadap cetakan dapat melebihi perhitungan berat yang sederhana. Magnet harus menahan gaya angkat vertikal dan tekanan lateral.
- Bahan bentuk dan geometri: Bentuk baja mentransfer gaya magnet secara langsung; bentuk aluminium atau plastik memerlukan pelat dasar baja untuk bertindak sebagai perantara antara magnet dan bahan bentuk non-feromagnetik.
- Lingkungan pengoperasian: Pembangkit dengan derek di atas kepala, motor listrik, atau sumber elektromagnetik lainnya mungkin memerlukan magnet dengan wadah berpelindung untuk mencegah penonaktifan atau interferensi yang tidak disengaja.
Pabrikan terkemuka — termasuk Ratec, Halfen, Sommer, dan lainnya — menawarkan dukungan teknik untuk pemilihan magnet dan menerbitkan lembar data teknis terperinci dengan gaya penahan statis, gaya teruji getaran, kisaran suhu pengoperasian, dan umur siklus (biasanya diberi peringkat untuk 500.000 hingga 1.000.000 siklus aktivasi sebelum komponen internal memerlukan pemeriksaan).
Pengangkutan, Penanganan, dan Pemasangan Pelat Inti Berongga
Setelah dicor, diawetkan, dan digergaji memanjang, pelat beton inti berongga harus diangkat, diangkut, dan dipasang dengan hati-hati. Bagian pratekan dioptimalkan untuk lentur positif pada arah bentang; penanganan yang salah yang menyebabkan pembebanan tekuk atau melintang negatif dapat menyebabkan retak pada permukaan yang telah dikompresi (soffit) — kerusakan yang sulit dideteksi dan dapat mengganggu kinerja struktur.
Persyaratan Pengangkatan dan Transportasi
Pelat inti berongga harus diangkat menggunakan klem yang dirancang khusus atau pengaturan balok dan penyebar yang memberikan beban pada titik-titik di dalam zona pengangkatan rencana — biasanya tidak lebih dari L/5 dari setiap ujungnya, di mana L adalah panjang pelat. Untuk pelat dengan panjang lebih dari 10 m, pengangkatan tiga titik atau empat titik menggunakan balok penyebar merupakan praktik standar untuk mengontrol momen lentur.
Di lokasi, pelat dipasang dengan derek langsung ke balok, dinding, atau corbel pendukung. Panjang bantalan di setiap ujung harus memenuhi persyaratan minimum — biasanya 75 mm pada penyangga baja atau beton pracetak dan 100 mm pada pasangan bata atau beton in-situ — untuk memastikan perpindahan beban yang memadai dan mencegah spalling ujung pada beban servis. Bantalan bantalan neoprene atau mortar digunakan untuk mendistribusikan tegangan kontak dan mengakomodasi toleransi dimensi.
Grouting Sambungan Longitudinal
Pelat inti berongga yang berdekatan di lantai dihubungkan dengan memasang sambungan memanjang antar unit. Nat — biasanya merupakan campuran semen Portland dengan rasio air-semen yang rendah — mengisi sambungan yang meruncing atau berkunci dan, setelah mengeras, memindahkan geser horizontal antar unit, memungkinkan lantai berfungsi sebagai diafragma. Dalam desain seismik, aksi diafragma ini sangat penting untuk mendistribusikan gaya lateral ke sistem struktur vertikal. Nat sering kali diperkuat dengan batang pengikat memanjang yang ditempatkan di inti terbuka di tepinya dan dipasang ke dalam, memberikan penguatan kontinuitas di seluruh sambungan.
Ketepatan sambungan memanjang sebagian bergantung pada seberapa akurat bentuk tepi ditahan selama pengecoran — titik lain di mana magnet penutup dan aksesori pemasangan magnet terkait secara langsung mempengaruhi kualitas lantai yang dipasang. Bentuk yang bergerak bahkan sebesar 3–5 mm selama pengecoran dapat menghasilkan geometri sambungan yang sulit untuk dipasang secara menyeluruh, meninggalkan rongga yang mengurangi perpindahan geser dan ketahanan air.
Topping Beton In-Situ
Banyak lantai pelat inti berongga dilengkapi dengan lapisan atas beton struktural in-situ, biasanya setebal 50–75 mm, yang dipasang di atas unit pracetak setelah pemasangan. Topping ini memiliki berbagai tujuan:
- Ini meratakan permukaan lantai, mengkompensasi camber diferensial antara pelat yang berdekatan
- Ini menciptakan diafragma yang kuat dengan menghubungkan semua unit dengan pelat yang diperkuat secara terus menerus
- Hal ini memungkinkan integrasi screed lantai, pemanas di bawah lantai, atau layanan dalam kedalaman topping
- Ketika dirancang secara komposit, ini meningkatkan kedalaman struktural dan kapasitas beban lantai
Permukaan atas pelat inti berongga yang dihasilkan melalui ekstrusi sengaja dibiarkan kasar — proses ekstrusi meninggalkan tekstur bergelombang atau lurik yang memberikan ikatan mekanis pada bagian atasnya. Unit cetakan basah memerlukan persiapan permukaan (biasanya peledakan tembakan atau skarifikasi mekanis) untuk mencapai kekuatan ikatan yang setara, sehingga menambah langkah produksi dan biaya terkait.
Keberlanjutan dan Efisiensi Material Pelat Beton Inti Berongga
Industri konstruksi menghadapi tekanan yang semakin besar untuk mengurangi konsumsi karbon dan material. Pelat beton inti berongga lebih baik dibandingkan dengan sistem lantai alternatif dalam beberapa metrik keberlanjutan, terutama ketika mempertimbangkan siklus hidup penuh.
Mengurangi Volume Beton dan Baja
Dengan menghilangkan beton dari zona inti - yang memberikan kontribusi kecil terhadap ketahanan lentur - penggunaan produksi inti berongga 30–45% lebih sedikit beton per meter persegi daripada pelat padat yang setara pada bentang dan kapasitas beban yang sama. Penggunaan baja prategang berkekuatan tinggi (1.860 MPa) dibandingkan tulangan baja ringan konvensional (500 MPa) berarti berat total baja per satuan luas juga berkurang secara signifikan: pelat inti berongga hanya dapat menggunakan 2–4 kg/m² untai prategang, dibandingkan dengan 8–15 kg/m² batang tulangan pada pelat bertulang konvensional yang dirancang untuk kinerja yang sama.
Pengurangan material ini secara langsung mengurangi kandungan karbon pada struktur lantai. Angka-angka industri menunjukkan bahwa pelat inti berongga berukuran 265 mm mempunyai kandungan karbon sekitar 100–130 kg CO₂e/m² , dibandingkan dengan 160–200 kg CO₂e/m² untuk pelat datar padat in-situ dengan kemampuan struktural serupa.
Produksi Pabrik dan Pengurangan Limbah
Produksi pabrik dalam kondisi terkendali meminimalkan limbah material akibat pemesanan berlebihan, tumpahan, dan pengerjaan ulang. Limbah beton di pabrik pracetak yang dikelola dengan baik biasanya menghasilkan 1–3% volume produksi, dibandingkan dengan 5–10% atau lebih di lokasi konvensional. Penggunaan magnet penutup dan cetakan baja yang dapat digunakan kembali semakin mengurangi limbah bekisting; bentuk baja berkualitas tinggi yang digunakan dengan penahan magnetik dapat digunakan kembali selama ribuan siklus produksi, sedangkan bekisting kayu di lokasi in-situ biasanya dibuang setelah beberapa kali penggunaan.
Pertimbangan Akhir Kehidupan
Pada akhir masa pakainya, pelat beton inti berongga dapat dipecah dan didaur ulang sebagai agregat untuk sub-dasar jalan, bahan pengisi, atau — dalam aliran daur ulang yang lebih maju — diolah kembali menjadi agregat beton. Untaian pratekan dapat diperoleh kembali dan didaur ulang sebagai baja bekas. Tidak ada proses yang sempurna, dan sebagian karbon hilang dalam pembongkaran dan pengangkutan, namun komposisi material yang relatif sederhana (beton plus baja) membuat pelat inti berongga lebih mudah didaur ulang dibandingkan sistem komposit yang melibatkan banyak material terikat.
Aplikasi Umum dan Contoh Proyek
Pelat beton inti berongga ditentukan pada berbagai jenis bangunan dan aplikasi infrastruktur. Fleksibilitasnya berasal dari beragam kedalaman yang tersedia, kemampuan untuk mengakomodasi penetrasi layanan dan pemasangan cor (diposisikan secara tepat menggunakan jangkar bekisting magnetik selama produksi), dan kompatibilitasnya dengan berbagai struktur pendukung.
Bangunan Tempat Tinggal Bertingkat
Dalam konstruksi perumahan, pelat inti berongga berukuran 200–265 mm yang membentang 5–9 m antara dinding atau balok penahan beban merupakan spesifikasi standar di Belanda, Skandinavia, Eropa Tengah, dan Inggris. Blok apartemen 15 lantai yang menggunakan lantai inti berongga pracetak dapat kedap air dalam waktu 8–12 minggu dari lantai dasar, dibandingkan dengan 20–30 minggu untuk struktur beton in-situ yang setara. Denah lantai reguler bangunan tempat tinggal sangat sesuai dengan lebar seragam dan rentang bentang standar unit inti berongga.
Gedung Perkantoran Komersial
Gedung perkantoran memerlukan bentang yang lebih panjang untuk fleksibilitas rencana terbuka, biasanya 9–14 m. Pelat inti berongga dalam (320–400 mm) dengan tingkat prategang tinggi dirancang untuk memikul beban sebesar 3,5–5,0 kN/m² pada bentang ini tanpa balok sekunder. Lapisan soffit yang terekspos pada pelat inti berongga — yang secara inheren rata dan halus akibat proses ekstrusi atau pengecoran basah — semakin terlihat sebagai fitur desain, sehingga menghindari biaya plafon gantung dan mendapatkan manfaat massa termal yang mengurangi beban pendinginan puncak sebesar 15–25% pada bangunan dengan ventilasi alami atau mode campuran yang dirancang dengan baik.
Tempat Parkir Mobil
Tempat parkir mobil bertingkat adalah salah satu lingkungan yang paling menuntut untuk beton pracetak: bentang 15–18 m merupakan hal yang umum, beban roda terkonsentrasi dapat mencapai 30–60 kN per gandar, dan strukturnya terkena garam penghilang lapisan es, siklus beku-cair, dan kelembapan. Pelat inti berongga dalam aplikasi parkir mobil biasanya kedalaman 400–500mm , diproduksi dengan kualitas beton tinggi (C50/60 atau lebih tinggi) dan rasio air-semen yang rendah untuk memaksimalkan daya tahan. Jaringan tipis antar inti memerlukan desain campuran beton yang cermat — ukuran agregat maksimum yang rendah, kemampuan kerja yang memadai — dan pemadatan yang presisi, yang difasilitasi oleh lingkungan produksi yang terkendali dan sistem kendali mutu di pabrik pracetak.
Bangunan Industri dan Penyimpanan
Gudang, pusat distribusi, dan fasilitas manufaktur menggunakan pelat inti berongga di lantai mezanin, dok pemuatan yang ditinggikan, dan lantai yang ditopang tanah pada penutup tiang pancang. Dalam aplikasi ini, kemampuan untuk melakukan pra-pemasangan soket pengangkat, saluran jangkar untuk sistem rak, dan saluran listrik — semuanya diposisikan menggunakan jangkar bekisting magnetik selama produksi pabrik — secara signifikan mengurangi biaya perbaikan di lokasi dan risiko program.
Pengendalian Mutu dan Standar Pelat Beton Inti Berongga
Pelat beton inti berongga yang diproduksi di Eropa harus mematuhi EN 1168:2005 A3:2011 — standar produk yang diselaraskan untuk pelat inti berongga beton pracetak. Standar ini menetapkan persyaratan kinerja untuk ketahanan struktural, tahan api, zat berbahaya, toleransi dimensi, dan kinerja akustik, serta persyaratan untuk pengendalian produksi pabrik, pengujian, dan penandaan CE.
Toleransi dimensi utama berdasarkan EN 1168 meliputi:
- Panjang: ±20 mm untuk pelat hingga 6 m; ±0,3% panjang untuk pelat lebih dari 6 m
- Lebar: ±5mm
- Kedalaman: ±5mm
- Kelurusan: ≤L/600, maksimum 20 mm
- Kuadrat ujungnya: ≤10 mm
- Camber: 15/−5 mm untuk pelat setinggi 12 m
Pencapaian toleransi ini secara konsisten bergantung pada kualitas seluruh rantai produksi — mulai dari desain campuran dan batching beton, melalui akurasi tegangan untai, hingga pengaturan bekisting dan inspeksi pasca pengecoran. Penggunaan magnet penutup dan sistem pemosisian magnetik terkait berkontribusi terhadap keakuratan dimensi dengan menghilangkan penyimpangan posisi yang terjadi pada bentuk baut konvensional saat bergetar, dan dengan memungkinkan pemosisian ulang yang cepat dan tepat saat tata letak berubah.
Di luar toleransi dimensi, EN 1168 dan standar desain Eurocode pendukungnya (EN 1992-1-1, EN 1992-1-2) memerlukan verifikasi struktural terperinci yang mencakup pembengkokan, geser, pelubangan, penjangkaran ujung, dan ketahanan terhadap api. Proses perancangan untuk lantai inti berongga melibatkan penentuan bentang maksimum untuk beban yang diperlukan, pemilihan kedalaman pelat dan susunan untaian yang sesuai dari tabel beban pabrikan, pemeriksaan panjang bantalan, verifikasi aksi diafragma lantai yang diberi grouting, dan koordinasi penetrasi layanan dengan insinyur struktur.
Membandingkan Pelat Inti Berongga dengan Sistem Lantai Alternatif
Memilih antara pelat beton inti berongga dan sistem lantai pesaing memerlukan pertimbangan kinerja struktural, kecepatan program, biaya, keberlanjutan, dan kendala lokasi. Tidak ada sistem tunggal yang menang pada setiap kriteria, namun pelat inti berongga memiliki keunggulan yang jelas dalam skenario tertentu.
| Kriteria | Hollow Core Slab | Pelat Datar In-Situ | Dek Baja Komposit | Lempengan Pracetak Padat |
|---|---|---|---|---|
| Rentang rentang yang khas | 6–20 m | 5–12 m | balok 3–9 m (dek). | 3–7 m |
| Berat (diri) | Rendah–Sedang | Tinggi | Rendah–Sedang | Tinggi |
| Kecepatan instalasi | Sangat cepat | Lambat (bekisting, penyembuhan) | Cepat | Cepat |
| Tahan api (tidak ada perlindungan ekstra) | REI 60–240 | REI 60–180 | Biasanya REI 30–60 | REI 60–180 |
| Efisiensi bahan | Tinggi | Rendah | Sedang | Rendah |
| Performa akustik | Bagus (dengan screed) | Bagus | Adil (membutuhkan perawatan) | Bagus |
| Integrasi layanan | Sedang (cores usable) | Tinggi (flexible) | Tinggi | Rendah |
Inti itu sendiri menawarkan keuntungan yang berguna untuk layanan bangunan: dalam beberapa pendekatan desain, rongga memanjang digunakan sebagai saluran udara untuk pemanasan, pendinginan, atau ventilasi, mengalirkan udara terkondisi melalui pelat untuk melayani ruang yang ditempati dan menggunakan massa termal beton untuk temper. Pendekatan Sistem Bangunan yang Diaktifkan Secara Termal (TABS) ini telah diterapkan di banyak proyek perkantoran di Eropa Tengah, dengan pengurangan terukur pada permintaan pendinginan puncak hingga 30–40% dibandingkan dengan sistem sisi udara konvensional.
Pertimbangan Praktis untuk Penentu dan Kontraktor
Menentukan atau membeli pelat beton inti berongga memerlukan keterlibatan dengan pabrikan di awal proses desain. Tidak seperti beton in-situ, yang dapat disesuaikan di lokasi, pelat inti berongga dipasang secara dimensional di pabrik. Perubahan setelah produksi — penghentian, pemasangan tambahan, modifikasi penguatan — secara teknis dapat dilakukan namun memakan biaya dan waktu. Mendapatkan aliran informasi yang tepat pada tahap desain sangatlah penting.
Informasi yang Diperlukan pada Tahap Desain
- Beban struktural: beban sendiri, beban mati yang ditumpangkan (screed, partisi, pelapis akhir), beban yang dikenakan (kategori hunian), dan beban terpusat apa pun dari instalasi, penyimpanan, atau bahan pengikat kelongsong
- Kondisi bentang dan bantalan yang jelas pada setiap tumpuan, termasuk tumpuan yang tidak sejajar atau geometri yang miring
- Kelas tahan api diperlukan untuk zona lantai
- Lokasi, ukuran, dan kerangka semua penetrasi layanan, termasuk selongsong MEP, pipa drainase, kolom struktural yang melewati lantai, dan bukaan poros angkat
- Perlengkapan cor yang diperlukan: saluran jangkar, soket pengangkat, baut pengikat, potongan saluran — semuanya diposisikan menggunakan jangkar bekisting magnetik dan cor-in selama produksi pabrik
- Persyaratan kinerja akustik, khususnya untuk proyek perumahan atau penggunaan campuran di mana dampak dan suara di udara harus memenuhi standar peraturan
- Batas defleksi dan ekspektasi camber, terutama jika lapisan akhir yang rapuh (ubin, teraso) akan diaplikasikan langsung ke permukaan pelat
Koordinasi Lokasi untuk Instalasi
Di lokasi, pemasangan pelat inti berongga memerlukan koordinasi kapasitas derek, rute akses, penopang sementara (jika diperlukan oleh desain struktural), dan urutan grouting, penuangan topping, dan detail sambungan struktural. Kapasitas derek seringkali menjadi kendala utama : pelat inti berongga 400 mm, panjang 12 m dan lebar 1,2 m, beratnya kira-kira 5.000–5.500 kg. Di lokasi perkotaan yang terbatas dimana jangkauan derek mengurangi kapasitas pengangkatan, hal ini mungkin memerlukan pengurangan panjang pelat atau menentukan unit yang lebih ringan — sebuah keputusan yang kembali ke desain bentang, beban, dan struktur pendukung.
Grouting sambungan harus mengikuti spesifikasi pabrikan dengan tepat. Menggunakan nat yang terlalu basah menghasilkan sambungan yang keropos dan lemah sehingga mudah retak; terlalu kering dan mungkin tidak memenuhi profil sambungan runcing sepenuhnya, sehingga meninggalkan rongga. Grouting sambungan pada area lantai yang luas harus direncanakan sebagai operasi berkelanjutan, dengan personel yang memadai dan kapasitas pencampuran untuk menghindari sambungan dingin dalam satu kali sambungan.
Pemeriksaan Pasca Pemasangan
Setelah pemasangan dan pemasangan, lantai inti berongga yang telah selesai harus diperiksa untuk:
- Perbedaan camber antar unit yang berdekatan — dapat diterima dalam jarak ±5 mm tanpa topping; jika lebih besar, kedalaman screed tambahan mungkin diperlukan untuk mencapai permukaan yang rata
- Kelengkapan nat pada seluruh sambungan memanjang dan melintang
- Akhiri kecukupan bantalan pada semua tumpuan
- Kondisi sisipan cor — setiap sisipan yang rusak atau salah posisinya harus dilaporkan dan diperbaiki sebelum topping atau finishing diterapkan
- Tidak adanya penanganan kerusakan: retak pada ujung pelat, terkelupas pada area bantalan, atau retak memanjang pada jaring yang mungkin mengindikasikan kerusakan pengangkutan atau pemasangan
Inovasi Teknologi Hollow Core Slab dan Sistem Bekisting Magnetik
Industri beton pracetak terus mengembangkan produk pelat inti berongga dan sistem produksi yang digunakan untuk memproduksinya. Beberapa bidang pembangunan aktif perlu diperhatikan bagi mereka yang mengambil keputusan investasi infrastruktur jangka panjang.
Beton Berkinerja Sangat Tinggi dalam Produksi Inti Berongga
Penelitian terhadap beton berkinerja sangat tinggi (UHPC) untuk aplikasi inti berongga sedang berlangsung di beberapa program penelitian di Eropa dan Asia. Campuran UHPC dengan kekuatan tekan 150–200 MPa memungkinkan ketebalan badan dikurangi lebih lanjut, menurunkan bobot sendiri sambil mempertahankan kapasitas geser. Tantangan produksinya adalah UHPC tidak kompatibel dengan peralatan ekstrusi standar — penguatan serat dan viskositas campuran memerlukan metode pengecoran yang dimodifikasi — dan peran magnet penutup and precision magnetic formwork systems dalam memposisikan cetakan yang lebih tipis dan berakurasi lebih tinggi menjadi lebih penting.
Otomasi dan Robotika dalam Pengaturan Bekisting
Beberapa produsen peralatan pracetak kini menawarkan sistem pengaturan bekisting robotik yang membaca tata letak elemen dari model BIM dan secara otomatis memposisikan bentuk samping, penahan ujung, dan sisipan pada permukaan palet. Sistem ini biasanya menggunakan robot gantri dengan sistem penglihatan untuk memilih dan menempatkan komponen bekisting magnet penutup sebagai mekanisme pemasangan terakhir — robot memposisikan formulir, dan jangkar magnet diaktifkan untuk menguncinya di tempatnya. Pengguna awal sistem ini melaporkan akurasi pengaturan cetakan sebesar ±1–2 mm dan waktu siklus jauh di bawah pengaturan manual, dengan kualitas yang konsisten dan mengurangi kelelahan operator.
Integrasi Digital dan Produksi Cerdas
Pabrik pracetak modern semakin mengintegrasikan teknologi kembar digital — model virtual waktu nyata dari lantai produksi — dengan sistem kendali mutu, manajemen inventaris, dan logistik. Setiap elemen diberi kode QR atau tag RFID unik di titik produksi, yang menghubungkan catatan digitalnya dengan batch beton tertentu, lot untaian, posisi sisipan yang dipasang dengan magnet, dan hasil pemeriksaan dimensi. Ketertelusuran ini semakin dituntut oleh kontraktor utama dan klien pada proyek-proyek kompleks yang memerlukan akuntabilitas struktural selama umur rencana bangunan 50–100 tahun.
Ketepatan pemasangan bekisting magnetik — dikombinasikan dengan pemeriksaan kualitas pemindaian laser pada elemen akhir sebelum pengiriman — merupakan bagian dari rantai kualitas digital ini. Pelat yang lolos semua pemeriksaan dimensi, catatan kekuatan beton, dan inspeksi visual dikirimkan dengan catatan produksi lengkap yang dapat diakses melalui pemindaian QR di lokasi, sehingga memungkinkan insinyur struktur atau pemilik bangunan memverifikasi kepatuhan tanpa hanya mengandalkan sertifikat kertas.








